- Cataloghi
- HUSKY INJECTION MOLDING SYSTEMS
- Produzione ed ispezione dell'inserto del punto di iniezione
Produzione ed ispezione dell'inserto del punto di iniezione
1 /6Pagine
Produzione ed ispezione dell'inserto del punto di iniezione
1 /6Pagine
Estratti del catalogo

HUSKY' Keeping our customers in thè lead Traduzione delle istruzioni originali
Aprire il catalogo a pagina 1
Produzione ed ispezione dell'inserto del punto di iniezione Il presente manuale del prodotto riporta informazioni per il funzionamento sicuro e la manutenzione. Husky si riserva il diritto di apportare modifiche per migliorare costantemente le funzioni e/o le prestazioni dei prodotti. Qualora dovessero essere implementate, tali modifiche possono comportare misure di sicurezza diverse e/o aggiuntive che verranno comunicate ai clienti tramite appositi bollettini. Le informazioni contenute in questo manuale sono proprietà esclusiva di Husky Injection Molding Systems Limited. Fatta eccezione per...
Aprire il catalogo a pagina 2
Raccomandazioni per la produzione e l'ispezione degli inserti del punto di iniezione Il presente documento descrive i metodi preferiti per la produzione e l'ispezione degli inserti del punto di iniezione per le otturazioni del pistoncino del punto di iniezione a otturazione. Le caratteristiche principali degli inserti del punto di iniezione, incluse le tolleranze, sono riportate nei disegni forniti che illustrano in dettaglio i punti di iniezione. 1 Disegno in dettaglio del punto di iniezione (esempio) 1. Tenuta ugello 2. Bolla punto di iniezione 3. Zona di attacco NOTA: il disegno in cui è illustrato...
Aprire il catalogo a pagina 3
Produzione ed ispezione dell'inserto del punto di iniezione Requisiti di produzione Gli inserti del punto di iniezione devono soddisfare i seguenti requisiti di produzione: • Lavorare sempre il diametro della tenuta (Ø D) e il diametro del punto di iniezione (Ø E) allo stesso valore per ottenere la tolleranza di posizione richiesta tra i diametri. Eseguire anche la finitura dell'angolo di imbocco (F) in base a questo valore. Uno dei metodi per la lavorazione del diametro del punto di iniezione (Ø E) è la smerigliatura cilindrica. I migliori risultati nella lavorazione di questo diametro sono...
Aprire il catalogo a pagina 4
Testa del sensore Zeiss VAST 1. Testa della sonda Misurare la planarità (G) del Dato A. La tolleranza di planarità (G) è pari a 0,005 mm (0,0002 poll.). Misurare le dimensioni, la perpendicolarità (R) e la cilindricità del diametro della tenuta (Ø D) come riportato di seguito: NOTA: La tolleranza di perpendicolarità (R) è pari a 0,01 mm (0,0004 poll.). a. Ispezionare le dimensioni del diametro della tenuta (Ø D) a tre diverse altezze per l'intera lunghezza. NOTA: il metodo preferito di misurazione è rappresentato dalla scansione (investigazione continua). Se il metodo di scansione non è disponibile,...
Aprire il catalogo a pagina 5
Produzione ed ispezione dell'inserto del punto di iniezione Misurare le dimensioni, la posizione (P) e la circolarità del diametro del punto di iniezione (Ø E) come riportato di seguito: NOTA: La tolleranza di posizione (P) è pari a 0,01 mm (0,0004 poll.) alle massime condizioni di materiale. a. Ispezionare le dimensioni del diametro del punto di iniezione (Ø E) in una posizione. A causa della lunghezza ridotta, è sufficiente ispezionare una posizione soltanto. b. Misurare le dimensioni del diametro del punto di iniezione (Ø E) utilizzando i due seguenti algoritmi della CMM: • • Il risultato...
Aprire il catalogo a pagina 6Tutti i cataloghi e le schede tecniche HUSKY INJECTION MOLDING SYSTEMS
 Altanium Temperature Controllers
Altanium Temperature Controllers8 Pagine
 Altanium Neo5
Altanium Neo5182 Pagine
 Schöttli® Medical Molds
Schöttli® Medical Molds16 Pagine
 UltraSync-E Technology
UltraSync-E Technology2 Pagine
 Ultra Helix™ Valve Gate Nozzles
Ultra Helix™ Valve Gate Nozzles4 Pagine
 UNIFY™
UNIFY™2 Pagine
 Advanced Process Optimization
Advanced Process Optimization4 Pagine
 Shotscope NX
Shotscope NX2 Pagine
 H-PET AE System
H-PET AE System4 Pagine
 ultra helix valve gate
ultra helix valve gate4 Pagine
 Pro-Act Program
Pro-Act Program4 Pagine
 PowerPro G
PowerPro G2 Pagine
 Altanium Servo Control
Altanium Servo Control4 Pagine
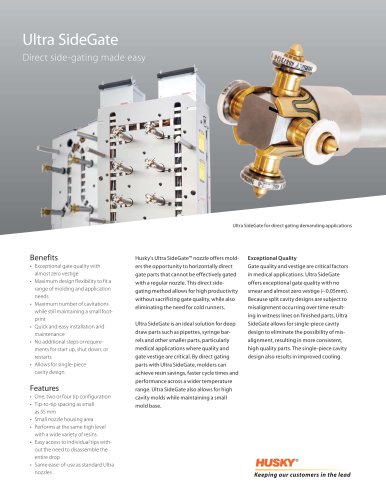
 Ultra SideGate
Ultra SideGate2 Pagine
 Ultra Helix TM Valve Gate
Ultra Helix TM Valve Gate2 Pagine
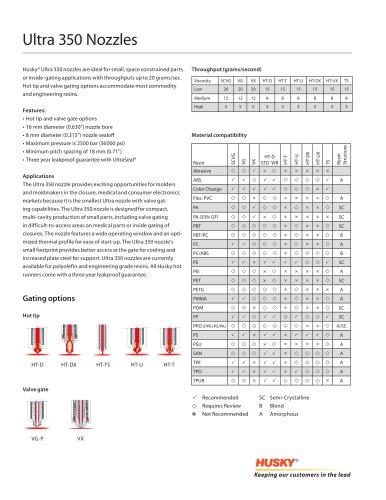 Ultra 350 Nozzles
Ultra 350 Nozzles2 Pagine
 Ultra 1000 Nozzles
Ultra 1000 Nozzles2 Pagine
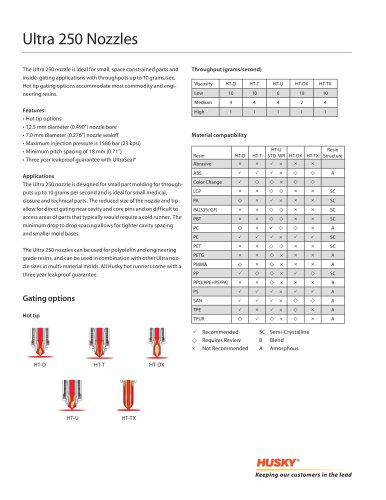 Ultra 250 Nozzles
Ultra 250 Nozzles2 Pagine
 Express conversion Programs
Express conversion Programs2 Pagine
 Encore program
Encore program4 Pagine
 Ultra SideGate
Ultra SideGate2 Pagine
 UNIFY
UNIFY2 Pagine
 UltraSync Hot Runner Technology
UltraSync Hot Runner Technology2 Pagine
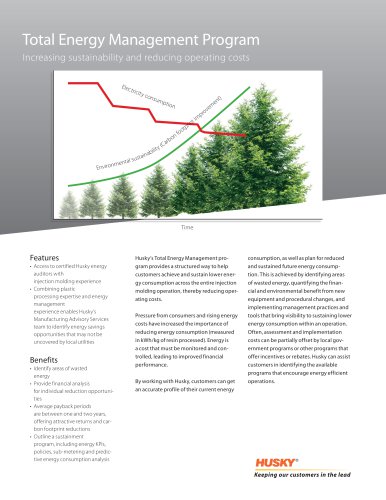 Total Energy Management Program
Total Energy Management Program2 Pagine
 Top Entry Robots
Top Entry Robots2 Pagine
 Specialty Closures
Specialty Closures2 Pagine
 ShotscopeNX
ShotscopeNX2 Pagine
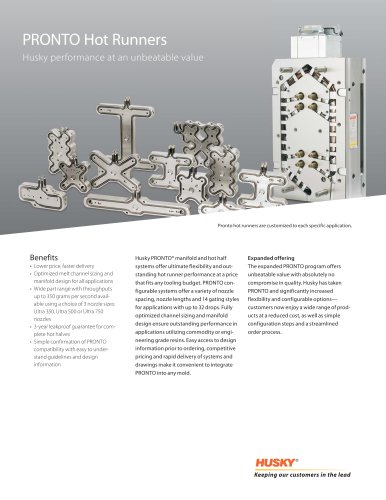 PRONTO Hot Runners
PRONTO Hot Runners4 Pagine
 ProAct Program
ProAct Program4 Pagine
 Manufacturing Advisory Services
Manufacturing Advisory Services4 Pagine
 Machine Audits
Machine Audits2 Pagine
 HyPET Recycled Flake
HyPET Recycled Flake2 Pagine
 HyPET Preform Systems
HyPET Preform Systems4 Pagine
 Ultra Valve Gate Technology
Ultra Valve Gate Technology4 Pagine
 H-MED AE
H-MED AE2 Pagine
 Altanium Neo2
Altanium Neo22 Pagine





Cataloghi archiviati
 Altanium Delta3
Altanium Delta32 Pagine
 Altanium Temperature Controller
Altanium Temperature Controller8 Pagine
 Hylectric Machines
Hylectric Machines4 Pagine
 HyCAP Beverage Closures
HyCAP Beverage Closures4 Pagine
 H-PET All-Electric (AE) System
H-PET All-Electric (AE) System4 Pagine
 Thinwall Packaging
Thinwall Packaging4 Pagine
 Company Overview
Company Overview26 Pagine

- Controllo della temperatura digitale
- Ugello per liquidi
- Controllore di temperatura
- Pressa ad iniezione
- Controllore di temperatura digitale
- Pressa ad iniezione orizzontale
- Pressa ad iniezione idraulica
- Ugello d'aria
- Ugello industriale
- Pressa ad iniezione elettrica
- Stampo per iniezione plastica
- Ugello di iniezione
- Controllore di temperatura ad uso industriale
- Ugello ad aria compressa
- Controllore di temperatura di processo
- Stampo per iniezione plastica multi cavità
- Ugello a canale caldo
- Stampo per iniezione plastica per l'industria dell'imballaggio
- Stampo per iniezione plastica a canali caldi
- Stampo per iniezione plastica imballaggi